

Coprocessing in Plastic Circularity: A Technology Perspective (Part A)
Introduction
Plastic pollution has become a major global issue, significantly harming the environment and ecosystems. Although recycling plays a vital role in addressing this problem, the complex nature of plastic waste often hinders its success. In the chemical industry, “Coprocessing” refers to the simultaneous treatment of multiple materials in a single operation.
For plastics, this means integrating plastic waste with other feedstocks like biomass or coal, utilizing processes such as delayed coker units in refineries, and incorporating plastic pyrolysis oil into refinery FCC units or steam crackers. Various studies suggest that coprocessing could be a viable approach to improve plastic circularity, leading to enhanced process efficiency, lower energy use, and the creation of new or improved products.
This article delves into processing (specifically, mixed plastics addition to Coker units), its potential uses in the plastic recycling sector, patent research on various technology providers, and the technological innovations that could support its adoption.
Coprocessing Technologies
Several technologies can be employed for coprocessing plastic waste:
- Thermal Coprocessing:
- Cement Kilns: Plastic waste can be co-processed with traditional fuels in cement kilns, providing additional heat and reducing the need for fossil fuels.
- Waste-to-Energy (WtE) Plants: Plastic waste can be co-incinerated with other waste materials in WtE plants to generate electricity and heat.
Various studies suggest that coprocessing could be a viable approach to improve plastic circularity, leading to enhanced process efficiency, lower energy use, and the creation of new or improved products.
Coprocessing plastic waste in cement kilns and waste-to-energy plants is not considered as “Circular” but energy recovery.
- Pyrolysis:
- Plastic waste is thermally decomposed in the absence of oxygen to produce valuable products such as syngas, oil, and char. These products can be further processed into chemicals and plastics or used as fuels.
- Direct feeding of mixed plastic waste in a refinery coker unit
- Gasification:
- Plastic waste is converted into a gas mixture (syngas) through partial oxidation at high temperatures. Syngas can be used to generate electricity or produce fuels, chemicals and plastics.
Direct Feeding of Mixed Plastic to Cokers
Directly feeding mixed plastic waste into cokers represents a promising advancement in plastic circularity. This method involves collecting, sorting, and pre-treating mixed plastic waste to eliminate contaminants and minimize particle size. The processed plastic waste is then introduced into the coker, a high-temperature reactor that transforms heavy petroleum feedstocks into lighter products such as gasoline and diesel. The extreme temperature and pressure in the coker facilitate thermal cracking, breaking the plastic down into smaller hydrocarbon molecules. The resulting outputs, which include liquid hydrocarbons, gases, and carbon residue, are collected for further processing or use.
Although large-scale commercial applications of this direct feeding method may not be extensively documented, ongoing research and development are taking place. This article highlights two case studies in this area: ExxonMobil and Indian Oil Corporation Limited.
ExxonMobil’s coprocessing technology for plastic circularity
ExxonMobil’s advanced recycling technology for plastic circularity has two distinct aspects. The first, known as Exxtend™ technology, involves converting waste plastic flakes into ISCC-certified recycled polymers at their Baytown refining complex. This process integrates with existing FLEXICOKING™ technology, where waste plastics are directly introduced into the coker unit. The second aspect involves a partnership with Plastic Energy, focusing on an advanced recycling facility (using the pyrolysis process) in Notre Dame de Gravenchon, France, which aims to process 25,000 metric tons of plastic waste annually, with plans to expand to 33,000 metric tons.
In December 2022, ExxonMobil launched its advanced recycling facility at the Baytown, Texas, manufacturing complex, capable of processing 40,000 metric tons of plastic waste each year. The company aims to increase its advanced recycling capacity to 500,000 metric tons per year by the end of 2026 across various global locations, including the U.S. Gulf Coast, Canada, the Netherlands, and Singapore.
Background
ExxonMobil’s Exxtend™ platform utilizes coprocessing technology in coker units to recycle challenging plastics by integrating them into the petroleum refining process. In this method, mixed plastic waste is introduced into the coker units at ExxonMobil’s refineries, where it is subjected to high-temperature thermal cracking and decomposition. This process generates synthetic crude and naphtha, which can be further refined into petrochemical feedstocks, aiding in the production of high-quality plastics and other valuable hydrocarbons. Currently, ExxonMobil’s co-processing is in advanced development, supporting sustainable fuel production by transforming waste plastics into renewable fuel components. The coking units’ adaptability allows for the processing of various feedstocks, promoting the utilization of waste plastics and enhancing environmental sustainability.
This technology can handle different types of plastic waste, including those contaminated with food, which traditional mechanical recycling often cannot manage. Through advanced thermal processing, the system breaks down plastics into basic molecules, enabling the chemical recycling of a wide array of plastic materials , thus significantly improving recycling efficiency. Consequently, Exxtend™ technology optimizes material yield and energy efficiency, achieving conversion rates suitable for industrial-scale operations.
ExxonMobil is engaged in multiple initiatives focused on plastic recycling and waste management, particularly through advanced recycling technologies.
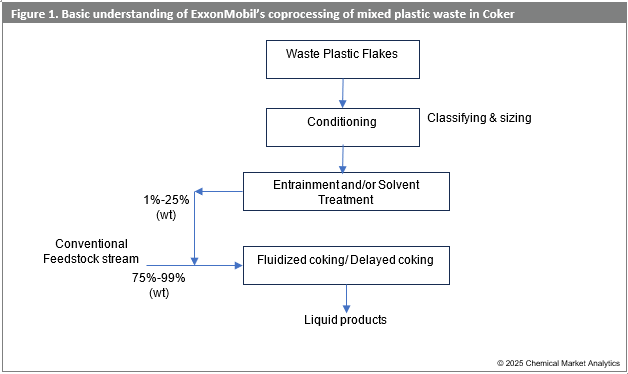
A notable aspect is a patent submitted by ExxonMobil (WO2021091724A1) named “Co-processing of waste plastic in cokers.” This patent describes a technique for co-processing plastic waste within a coking setting, including fluidized or delayed coking processes. Refer to “Figure 1,” a block flow diagram derived from the patent to illustrate the process flow.
Solid plastic waste undergoes preparation for a coking environment through physical processing methods such as crushing, chopping, shredding, pelletizing (optionally after melting), and grinding, including cryogenic grinding. A solvent may also be incorporated into the feedstock.
For effective introduction into a coking environment, it is advantageous for the plastic waste to be in a solution, slurry, or other fluid form. Suitable solvents encompass crude oil, naphtha, kerosene, diesel, light or heavy cycle oils, catalytic slurry oil, and gas oils. Additional solvent options include naphthenic and aromatic solvents like toluene, benzene, methylnaphthalene, cyclohexane, methylcyclohexane, and mineral oil.
The Flexicoking™ process features a reactor and a heater, along with a gasifier that converts the coke product into a low heating value fuel gas through a reaction with an air/steam mixture. The plastic solution slurry is transferred from the heater to the gasifier, where nearly all of the coke is gasified into a low-BTU gas (~120 BTU/standard cubic feet) by introducing steam and air in a fluidized bed under oxygen-deficient conditions, resulting in a fuel gas composed of carbon monoxide and hydrogen.
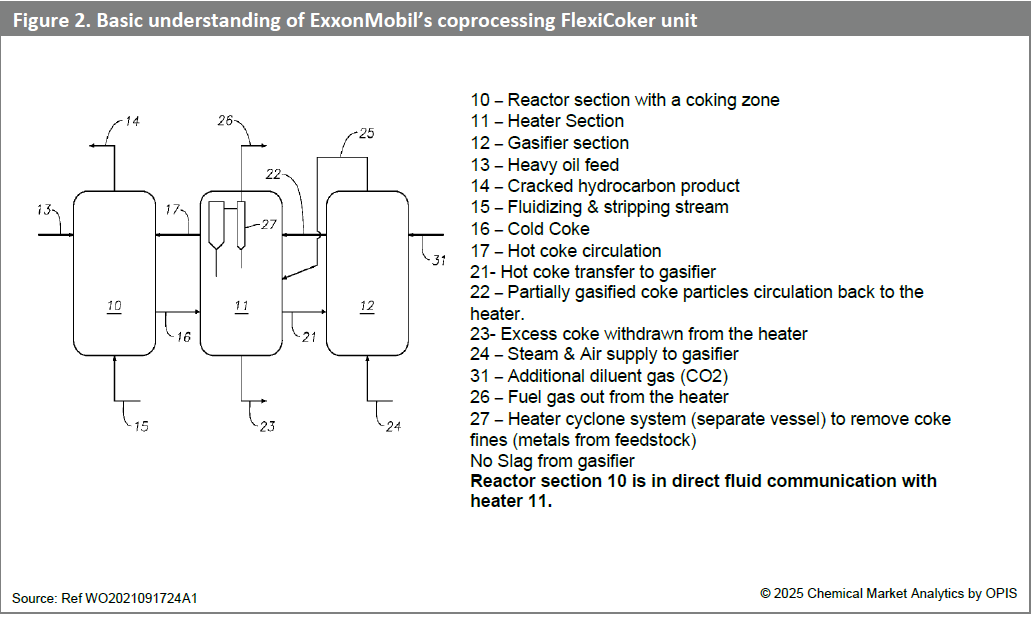
In a standard Flexicoking™ setup, the gasifier produces fuel gas that contains coke particles, which is then sent back to the heater. This gas supplies most of the heat needed for thermal cracking in the reactor, with the remainder provided by combustion in the heater. A small quantity of net coke, approximately 1 percent of the feed, is removed from the heater to eliminate metals and ash from the system. The fuel gas is extracted from the heater after it has been separated in internal cyclones, which return coke particles through their diplegs.
The specifications for coker feedstock include Conradson Carbon ranging from 5 to 40 wt%, API Gravity between 10 to 35 degrees Celsius, boiling points of 340-650 degrees Celsius, sulfur content of 1.5 to 8 wt%, hydrogen levels of 9 to 11 wt%, nitrogen at 0.2 to 2 wt%, carbon content of 80 to 86 wt%, and metals ranging from 1 to 2000 wppm. Typical operating conditions involve temperatures between 450°C and 650°C and relatively low pressures, usually between 0 kPag and 700 kPag. This setup promotes rapid drying of coke particles, preventing the buildup of sticky, high molecular weight hydrocarbons that could cause reactor fouling. The technology is versatile, , with a focus on producing high-value fuel products such as jet fuel and other distillates.
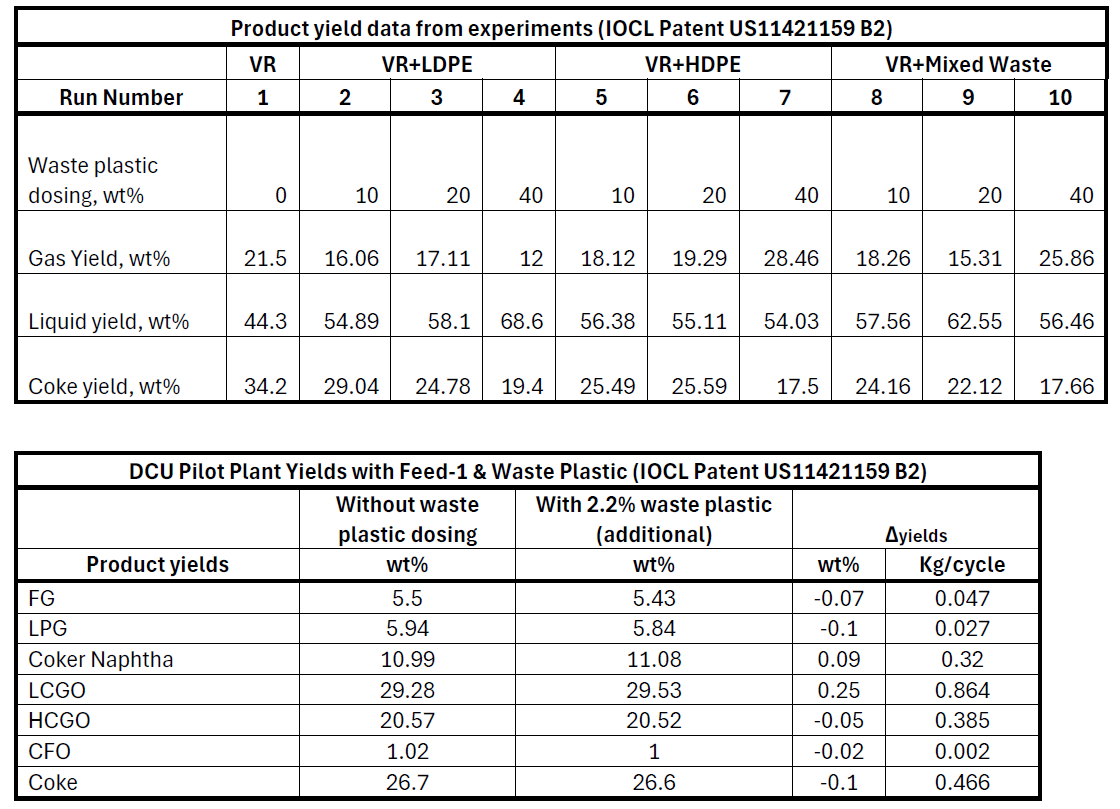
Research has shown that the lower coke production from pure polymer feedstocks, which represent plastic waste, can enhance the yield of fluid products when co-processing with traditional coker feedstocks. The inclusion of polyethylene or polystyrene significantly boosts liquid product yield. When co-processing polyolefin polymers, the naphthene content of the resulting liquid is comparable to that of the resid feedstock alone. In contrast, using polystyrene as a co-feed results in a significant increase in liquid yield primarily attributed to 1-ring aromatics.
By adding plastic waste, this ratio increases, which helps to lower coke production and boost liquid product yield. In a fluidized coking setup, adding plastic waste also raises the amount of syngas produced. The patent also notes that, besides petroleum feedstocks, renewable materials from biomass with the right boiling range can be included in the coker feed. These renewable feedstocks should have a T10 boiling point of 340°C or higher and a T90 boiling point of 600°C or lower. An example of a suitable renewable feedstock is . While the patent does not give specific details on large-scale use, it shows ExxonMobil’s interest in this technology. ExxonMobil may be researching this area, but details about large-scale projects might not be available to the public.
Chemical Market Analytics by OPIS investigated the pre-treatment required for waste plastic used in the ExxonMobil process. Some videos from ExxonMobil show that mechanically recycled post-consumer resin (flakes) is first stored in a silo before entering the process. CMA believes that these are purely mechanically recycled flakes and do not require sorting or washing, as mentioned in the patent. However, in the industry, it is common for waste plastic bales to be sorted and washed to produce clear flakes for further processing. In the ExxonMobil process, these pre-sorted and washed flakes are simply ground, extruded, and conditioned to make them suitable for mixing with the existing feedstock.
If we compare in terms of the feedstock cost, we investigated the effects of Mass Balance accounting in coprocessing at ExxonMobil. Our early findings show that there is not enough data available. It is uncertain what the final yield of products and by-products will be from the coker system in a commercial plant. In contrast, with the traditional naphtha-to-ethylene process, we have complete data on how mixing pyrolysis oil with naphtha affects yields, allowing us to accurately claim the recycled content downstream using the right mass balance methods. The complicated nature of the coprocessing process, which involves directly mixing waste plastic in the coker at ExxonMobil, along with the limited information available, creates challenges in assessing the economic viability of this process right now.
Strong emission control measures are essential to reduce pollutant release for successful coprocessing.
ExxonMobil’s plan to use a coker does not require additional investment in a waste plastic pyrolysis unit. While their reported yields are appealing, the economic benefits are not clear. This is because it depends on the entire refinery’s operations and the type and quantity of crude oil they process. If a refinery is purchasing residue to supply the coker, it’s easier to compare the two feedstocks. However, if they need to adjust their crude oil mix, the situation becomes more complicated. Further, CMA sees that these mechanically recycled flakes as feedstock may have significantly higher price because of higher premium and may impact the process economics. In this situation, it could be useful to compare the prices of pyrolysis oil, how it integrates with the coker stream, and the related costs, as this would simplify the process.
Indian Oil “INDEcoP2F” Coprocessing Technology:
IOCL R&D has created a new method to turn waste plastic into fuel using the Delayed Coker Unit (DCU). This method is called ‘INDEcoP2F Technology’ (Indian Oil Eco-friendly plastic to fuel conversion technology). It can process waste plastics like PE/PP and multi-layered packaging (MLP) with metal additives, achieving over 95% IOCL has successfully tested this process with 0.5-1.3% metal-additized MLP waste plastic in a 170 KTA DCU at one of its refineries in India. There were no major changes in the quality of the coke or liquid products. Key features of this technology include sustainable operation of the DCU without affecting furnace performance, no need to reduce feed throughput, minimal impact on product quality, and a robust design that allows the DCU to operate in both waste plastic processing and conventional modes.

We examined patent US11421159B2 from IOCL to understand its technology. The patent states that the technology can process various plastics, including Polystyrene, Polypropylene, PET, and Polyethylene, as well as metal-containing multilayer plastics. After reducing the size of the waste plastic, it is dissolved in a strong aromatic solvent like furfural in a vessel. This plastic solution is then combined with the feedstock, which is processed in a Delayed Coker drum as part of the usual processing method.
According to the patent, the amount of waste plastic in the hydrocarbon feedstock can range from 0.01 to 50 wt%, with a preferred range of 0.5 to 10 wt%. Additionally, the conradson carbon residue in the hydrocarbon feedstock is between 3 to 30 wt%, and its density ranges from 0.95 to 1.08 g/cc. The hydrocarbon feedstock can include crude oil, vacuum residue, atmospheric residue, deasphalted pitch, shale oil, coal tar, clarified oils, heavy wax distillates, foot oils, slop oil, or a combination of these. The thermal cracking process operates at temperatures between 470 to 520 °C, with an operating pressure of 0.5 to 5 kg/cm2. The coking and decoking cycles in the coke drums last more than 10 hours.
Key features of the system include a vessel for supplying waste plastic to the delayed coker drum, which is connected to the furnace. The waste plastic supply vessel receives hot feed from the furnace, ensuring that the hydrocarbon feed rate through the Coker Furnace remains unaffected. Crushed waste plastic is loaded into a fluidized feeder vessel and is pneumatically transported to the coke drums after heating. Inside the coke drum, it co-converts with the hot petroleum residue supplied from the bottom.
Challenges in coprocessing plastics in coker unit
Directly feeding mixed plastic waste into cokers shows promise, but more research and development are needed to improve the process and tackle possible issues. It is important to maintain a steady quality and makeup of the plastic waste used in coker units.
Additionally, the coker may need modifications, such as changes to operating conditions and how the feedstock is injected. Strong emission control measures are essential to reduce pollutant release for successful coprocessing.
Lastly, since coprocessing will impact the operating economics of the overall refining complex, detailed economic evaluations are required to determine the cost-effectiveness of this method and address any remaining concerns. By overcoming these challenges and leveraging the potential advantages, feeding mixed plastic waste into cokers can help create a more sustainable and circular economy for plastics.

Jonny Goyal
Director, Circular Plastics Service
Chemical Market Analytics by OPIS, a Dow Jones Company